
機電工程管理與實務/1H412030 焊接技術
1H412031 焊接材料與焊接設備選用要求
[編輯]一、焊接材料
[編輯](一)焊條分類、型號及選用

1.焊條分類
焊條(covered electrode):塗有藥皮的供焊條電弧焊用的熔化電極。它由藥皮和焊芯兩部分組成。焊芯(core wire)就是焊條中的金屬芯,壓塗在焊芯表面上的塗料層即為藥皮(coating)。
(1)按藥皮成分分類:不定型、氧化鈦型、鈦鈣型、氧化鐵型、低氫鉀型、低氫鈉 型、纖維類型、石墨型、鈦鐵礦型、鹽基型十大類。
(2)按用途分類:非合金及細晶粒鋼焊條、熱強鋼焊條、高強鋼焊條、不鏽鋼焊 條、堆焊焊條、鑄鐵焊條、鎳及鎳合金焊條、銅及銅合金焊條、鋁及鋁合金焊條、特殊用途焊條十大類。
(3)按熔渣酸鹼性分類:鹼性焊條(又稱作低氫型焊條)和酸性焊條。兩者工藝性能有較明顯差異,對比見下表
| 序號 | 項目 | 鹼性焊條 | 酸性焊條 |
|---|---|---|---|
| 1 | 藥皮氧化還原性 | 還原性強 | 氧化性強 |
| 2 | 對水、鏽產生氣孔的敏感性 | 敏感 | 不敏感 |
| 3 | 電弧穩定性 | 應釆用短弧操作 | 穩定、可長弧操作 |
| 4 | 電源極性 | 直流、反極性 | 交、直流兩用 |
| 5 | 耐大電流 | 一般 | 好 |
| 6 | 焊縫成形 | 一般、熔深較深 | 好、熔深較淺 |
| 7 | 熔渣結構 | 呈結晶狀 | 玻璃狀 |
| 8 | 脫渣性 | 不同品牌有好壞差異 | 好 |
| 9 | 焊接煙塵 | 較多 | 少 |
| 10 | 擴散氫含量 | 低 | 高 |
| 11 | 全位置焊接操作性 | 一般 | 好 |
從表中內容可知總體上,酸性焊條性能更好,主要缺點為擴散氫含量高。
(4)按特殊性能分類:超低氫焊條、低塵低毒焊條、立向下焊條、底層焊條、鐵粉 高效焊條、抗潮焊條、水下焊焊條、重力焊焊條、仰焊焊條等。
2.焊條型號
焊條型號是以焊條國家標準為依據,反映焊條的主要特性的一種表示方法。焊條型號根據焊條種類、熔敷金屬化學成分和力學性能、藥皮類型、焊接位置、電流種類劃分。不同種類焊條的型號表示方法也不同。
3.焊條選用
(1)基本要求
1)焊接材料的選用設計有規定時應按設計文件要求選用。
2)設計無規定時應在滿足結構安全、可靠使用的前提下,以改善作業條件和提高技術經濟效益為原則,綜合考慮以下因素:鋼材化學成分及力學性能,焊縫金屬性能,鋼結構特點(板厚、接頭形式)和受力狀態,工藝性,焊接位置和施焊條件(室內、野外、空間大小),焊接工作量(焊縫長度、焊縫當量)。
(2)選用原則
1)焊縫金屬的力學性能和化學成分匹配原則
非合金鋼和低合金鋼,均要求焊縫金屬與母材等強度,應選用熔敷金屬抗拉強度等於或稍高於母材的焊條。對於合金鋼要求焊縫金屬合金成分與母材相同或接近。在焊接結構剛性大、接頭應力高、焊縫易產生裂紋的不利情況下,應考慮選用比母材強度低的焊條。當母材中碳、硫、磷等元素的含量偏高時,焊縫中易產生裂紋,應選用抗裂性能好的低氫型焊條(鹼性焊條)。
例如,鋼結構工程選擇焊接材料時,應根據設計要求,除保證焊接接頭強度、塑性不 低於母材標準規定的下限值以外,還應保證焊接接頭的衝擊韌性不低於母材標準規定的沖 擊韌性下限值。
2)保證焊接構件的使用性能和工作條件原則
對承受動載荷和衝擊載荷的焊件,除滿足強度要求外,主要應保證焊縫金屬具有較高的塑性和韌性,可選用塑、韌性指標較高的低氫型焊條。接觸腐蝕介質的焊件,應根據介質的性質及腐蝕特徵選用不鏽鋼類焊條或其他耐腐蝕焊條。在高溫、低溫、耐磨或其他特殊條件下工作的焊件,應選用相應的耐熱鋼、低溫鋼、堆焊或其他特殊用途焊條。
3)滿足焊接結構特點及受力條件原則
對結構形狀複雜、剛性大的厚大焊件,在焊接過程中,冷卻速度快,收縮應力大,易產生裂紋,應選用抗裂性好、韌性好、塑性高、氫裂紋傾向低的焊條。
例如,低氫型焊條、超低氫型焊條和高韌性焊條等。
4)具有焊接工藝可操作性原則
當焊件的焊接部位不能翻轉時,應選用適用於全位置焊接的焊條。對受力不大、焊接部位難以清理的焊件,應選用對鐵鏽、氧化皮、油污不敏感的酸性焊條。沒有直流焊機時,必須選用可交、直流兩用的焊條。在狹小或通風條件差的場合,在滿足使用性能要求的條件下,應選用酸性焊條或低塵焊條。
5)提高生產率和降低成本原則
在酸性焊條和鹼性焊條都可滿足要求時,應儘量選用酸性焊條。對焊接工作量大的結構,有條件時應儘量選用高效率焊條。
例如,鐵粉焊條、重力焊條、底層焊條、立向下焊條和高效不鏽鋼焊條等。這不僅有利於生產率的提高,而且也有利於焊接質量的穩定和提高。
(二)焊絲分類、型號及選用
焊絲(welding wire):焊接時用來導電並作為填充金屬的絲材。
1.焊絲分類
(1)按截面結構形式分類:可分為實心焊絲和藥芯焊絲兩類。
(2)按焊接方法和被焊母材分類。按焊絲產品分類名稱對應標準號規定。
2.焊絲型號(牌號)
氣體保護焊絲以型號來劃分,埋弧焊絲以牌號來劃分。
3.焊絲選用原則
(1)焊絲按規定代號選擇適用的焊接方法。
(2)實心焊絲主要用於鎢極氣體保護焊和熔化極氣體保護焊;選擇實心焊絲的成分主要考慮焊縫金屬應與母材力學性能或物理性能的良好匹配,如耐磨性、耐蝕性,焊縫應是緻密的和無缺陷的。
(3)藥芯焊絲用於採用CO2和Ar+CO2為保護氣體的熔化極氣體保護焊,前者用於普通結構,後者用於重要結構。
(4)自保護藥芯焊絲與焊條相似,不用另加氣體保護焊,抗風能力優於氣體保護焊,通常可在四級風力下施焊,適用於野外或高空作業,國外建築行業已廣泛使用,我國在長輸油氣管道焊接中得到應用。我國藥芯焊絲現行標準中,自保護藥芯焊絲的型號類別佔據較大的比例。
(三)保護氣體分類、選用
保護氣體(shielding gas):焊接過程中用於保護金屬熔滴、熔池及焊縫區的氣體。它使高溫金屬免受外界氣體的侵害。
1.焊接用氣體分類
(1)保護氣體:包括二氧化碳(CO2)、氬氣(Ar)、氦氣(He)、氮氣(N2)、氧氣(O2)和氫氣(H2)。
(2)切割用氣體
包括助燃氣體(O2);可燃氣體:乙塊、丙烷、液化石油氣、天然氣等。
2.焊接用氣體選用
(1)焊接用氣體的選擇,主要取決於焊接、切割方法。除此之外,還與被焊金屬的性質、焊接接頭質量要求、焊件厚度和焊接位置及工藝方法等因素有關。
(2)氮氣弧焊時,用N2作為保護氣體,可焊接銅和不鏽鋼。N2也常用於電漿弧切割,作為外層保護氣體。
(3)H2作為還原性氣體,焊接時與O2混合燃燒,作為氣焊的熱源。
(4)混合氣體一般也是根據焊接方法、被焊材料以及混合比對焊接工藝的影響等進行選用。例如,焊接低合金高強鋼時,從減少氧化物夾雜和焊縫含氧量出發,希望採用純Ar做保護氣體;從穩定電弧和焊縫成形出發,希望向Ar中加入氧化性氣體。
(四)焊劑分類、使用
焊劑(welding flux):焊接時,能夠熔化形成熔渣(有時也有氣體),對熔化金屬起保護和冶金作用的一種顆粒狀物質。
1.焊劑的分類
(1)根據生產工藝的不同分類:焊劑可分為熔煉焊劑、粘結焊劑和燒結焊劑。
(2)按照焊劑中添加脫氧劑、合金劑分類:焊劑可分為中性焊劑、活性焊劑和合金焊劑。
不同類型焊劑可以通過相應的牌號及製造廠的產品說明書予以識別。
2.焊劑的型號
焊劑型號是根據使用各種焊絲與焊劑組合而形成的熔敷金屬的力學性能而劃分的。
3.埋弧焊劑使用要求
埋弧焊用的焊劑是一種重要的焊接材料,它的焊接工藝性能、化學冶金性能是決定焊縫金屬的主要因素,使用焊劑應注意以下幾個問題:
(1)運輸保管:焊劑應存放在乾燥的庫房內,防止受潮影響焊接質量。並妥善運輸焊劑,防止包裝破損。
(2)烘焙:使用前,焊劑應按說明書所規定的參數進行烘焙。
(3)回收:使用回收的焊劑,應清除裡面的渣殼及其他雜物,與新焊劑混合後可使用。
(五)焊接材料復驗
1.鋼結構的焊接材料復驗
滿足下列情況之一時,鋼結構所用焊接材料應按到貨批次進行復驗,合格後方可使用:
(1)建築結構安全等級為一級的一、二級焊縫。
(2)建築結構安全等級為二級的一級焊縫。
(3)大跨度的一級焊縫。
(4)重級工作制吊車梁結構中的一級焊縫。
(5)設計要求。
註:焊縫等級劃分是依據《鋼結構設計標準》GB 50017—2017中的規定。
2.特種設備的焊接材料復驗
(1)球罐用的焊條和藥芯焊絲應按批號進行擴散氫復驗。
(2)工業管道用的焊條、焊絲、焊劑庫存超過期限,應經復驗合格後方可使用。焊接材料質量證明書或合格證書上應註明庫存的期限,並應符合以下規定:
1)酸性焊接材料及防潮包裝密封良好的低氫型焊接材料的規定期限一般為2年;
2)石墨型焊接材料及其他焊接材料的規定期限為1年。
二、焊接設備
[編輯](一)焊接設備分類
1.焊條電弧焊設備

焊條電弧焊設備主要包括焊接電源、焊鉗、焊接電纜和地線夾鉗等。
2.鎢極惰性氣體保護焊(GTAW)設備

(1)按焊接操作過程的自動化程度分為:手工和自動兩大類。
(2)按所使用的焊接電流種類分為:直流、交流和脈衝電流GTAW設備。
(3)按焊接工藝方法分為:通用和專用兩大類。
(4)手工GTAW設備主要由焊接電源焊槍、供氣系統、水冷系統、焊接電纜線和遙控器等組成。
3.CO2氣體保護焊設備
主要由焊接電源、焊槍、送絲機構、氣路系統和控制系統五部分組成。
4.埋弧焊設備
(1)埋弧焊設備按焊接過程的自動化程度可分為機械化、自動和全自動三大類。
(2)一台完整的埋弧焊機,由以下幾部分組成:焊接小車和機頭移動機構、送絲機、焊絲矯正壓緊機構、焊接電源、控制系統等。
5.電渣焊設備
(1)電渣焊設備主要由電源、機頭和滑塊或擋板組成。
(2)焊接方法可分為:熔嘴電渣焊、絲極電渣焊、板極電渣焊。
6.螺柱焊設備
(1)螺柱焊設備按其電源種類和焊接方式分:電弧螺柱焊和電容儲能放電螺柱焊。
(2)電弧螺柱焊機由焊接電源、控制器、焊槍、地線鉗、焊接電纜等部分組成。
7.氣電立焊設備
(1)氣電立焊設備主要由焊接電源、焊槍、擺動機構、水冷滑塊、送絲系統和送氣裝置組成。
(2)焊接方法可分為:單絲氣電立焊和多絲氣電立焊。
(二)常用焊接設備應用範圍
1.焊條電弧焊機
目前,在各類焊接結構製造業得到較廣泛應用。如建築鋼結構製造安裝、船舶製造、海洋工程結構製造、輸油氣管線安裝施工、大型液化氣儲罐建造、特種設備及化工裝備製造等方面仍佔有重要的地位。
2.鎢極惰性氣體保護焊機
是一種優質的弧焊焊接設備,在各類焊接結構生產中得到了廣泛的應用。
(1)應用於金屬材料種類多
除了低熔點、易揮發的金屬材料(如鉛、鋅等)以外,均可以採用鎢極惰性氣體保護焊機進行焊接。
(2)適用一定的接頭厚度範圍
單層焊接厚度範圍為0.5〜4.0mm。
(3)適用的焊接位置
鎢極惰性氣體保護焊適用於各種焊接位置,包括平焊、平角焊、橫焊、立焊和仰焊,以及水平固定的管件對接頭的全位置焊。由於空氣對流、過堂風、微風都可能破壞氣體對焊接區的保護,野外施工時應配置附屬防風設施。
(4)可用於焊接自動化
鎢極惰性氣體保護焊設備在採用手工自熔和手工填絲的作業方式基礎上,可配備各種機械化和自動化焊接設備進行機械化、自動化和全自動化焊接,也可以與焊接機器人系統集成,實現焊接自動化。
1H412032 焊接方法與焊接工藝評定
[編輯]一、常用焊接方法與特點
[編輯](一)焊條電弧焊
焊條電弧焊(shielded metal arc welding,SMAW):用手工操縱焊條進行焊接的電弧焊方法。
1.機動性和靈活性好
(1)所需要的焊接設備相對簡單,只要配備適用的焊接電源、焊鉗和足夠長的焊接電纜即可進行焊接作業。
(2)焊接場地不受限制,用於結構複雜、空間狹小的位置時,比其他焊接方法更合適。
(3)可適用全位置焊接,可使用焊條直徑Φ1.6~Φ8,因此,可以焊接從薄板到厚板的各種焊接接頭。
2.焊縫金屬性能良好
(1)因焊接熱輸入較低,焊縫金屬結晶較緻密,其力學性能比其他熔焊高,特別是缺口衝擊韌性高得多。
(2)通過焊條藥皮配方的調整,容易控制焊縫金屬的性能,滿足各種不同焊接工程提出的嚴格技術要求。
3.工藝適應性強
焊條電弧焊工藝適應性較強,可以焊接除活性金屬以外的大多數金屬結構材料。
(二)鎢極惰性氣體保護焊
鎢極惰性氣體保護焊(gas tungsten arc welding,GTAW):也稱氣體遮蔽鎢弧焊,使用純鎢或活化鎢(釷鎢、鈰鎢等)電極的惰性氣體保護電弧焊。
1.具有焊條電弧焊的特點。
2.自有的特點:
(1)電弧熱量集中,可精確控制焊接熱輸入,焊接熱影響區窄。
(2)焊接過程不產生熔渣、無飛濺,焊縫表面光潔。
(3)焊接過程無煙塵,熔池容易控制,焊縫質量高。
(4)焊接工藝適用性強,幾乎可以焊接所有的金屬材料。
(5)焊接參數可精確控制,易於實現焊接過程全自動化。
例如:非合金鋼、不鏽鋼材質管道應採用氬弧焊打底,鋁、銅材質管道應採用鎢極氬弧焊或熔化極氬弧焊打底,不得採用氣焊或電弧焊。
二、焊接工藝評定
[編輯](一)焊接工藝評定的定義及作用
1.焊接工藝評定的定義
(1)焊接工藝評定(welding procedure qualification,WPQ)是指為驗證所擬定的焊接工藝正確性而進行的試驗過程及結果評價。
(2)記載驗證性的試驗及其結果,對擬定的焊接工藝規程進行評價的報告,稱為焊接工藝評定報告(welding procedure qualification report,簡稱WPQR或PQR)。
(3)擬定的焊接工藝規程是為焊接工藝評定所擬定的焊接工藝文件,稱為:預焊接工藝規程(preliminary welding procedure specification,pWPS)。
2.焊接工藝評定作用
(1)驗證施焊單位能力
焊接工藝評定驗證施焊單位擬定焊接工藝的正確性,並評定施焊單位在限制條件下,焊接成合格接頭的能力。在掌握焊接材料焊接性能後,必須在工程焊接前進行焊接工藝評定。
(2)編制焊接工藝規程的依據
工程產品施焊前,應依據焊接工藝評定報告(PQR)編制焊接作業指導書(Welding Work Instruction,WWI,也稱焊接工藝規程(Welding Procedure Specification,WPS)或焊接工藝卡),用於指導焊工施焊和焊後熱處理工作,一份焊接作業指導書(WWI)可以依據一份或多份焊接工藝評定報告(PQR)編制,一份焊接工藝評定報告(PQR)可用作編制多份焊接作業指導書(WWI)的依據。
(二)焊接工藝評定依據
1.鋼結構
工業與民用鋼結構工程中承受靜載荷或動載荷、鋼材厚度不小於3mm的結構焊接工藝評定應符合現行國家標準《鋼結構焊接規範》GB 50661—2011中「焊接工藝評定」的規定。
2.設備及管道
承壓設備(鍋爐、壓力容器、壓力管道)的對接焊縫和角接焊縫焊接工藝評定、耐蝕堆焊焊接工藝評定、複合金屬材料焊接工藝評定、換熱管與管板焊接工藝評定、螺柱焊接工藝評定應符合現行行業標準《承壓設備焊接工藝評定》NB/T 47014—2011的規定。
(三)焊接工藝評定步驟
1.焊接工藝評定的委託
施工單位應採取內部委託自行組織完成焊接工藝評定工作,任何施焊單位不允許將焊接工藝評定的關鍵工作(預焊接工藝規程(pWPS)的編制、試件焊接等)委託另一個單位來完成。試件和試樣的加工、無損檢測和理化性能試驗等可委託分包。
2.擬定預焊接工藝規程(pWPS)
預焊接工藝規程(pWPS)應由具有一定專業知識和相當實踐經驗的技術員擬定,不允許「照抄」或「輸入」其他單位的焊接工藝規程(WPS)數據。
3.施焊試件
焊評試件應由本單位技能熟練的焊工,使用本單位的焊接設備施焊,既可證明施焊單位的焊接技術能力和工裝水平,又能排除焊工技能因素的影響。
4.試件檢驗
焊評試件檢驗項目至少應包括:外觀檢查、無損檢測、力學性能試驗和彎曲試驗。
5.簽發報告
焊接工藝評定過程中應做好記錄,焊評完成後應提出焊接工藝規程(WPS),並經企業焊接技術負責人審核同意簽字。
三、焊接工藝規程
[編輯](一)編制要求
1.知識自有性:焊接工藝規程(焊接作業指導書)必須由企業自行編制,不得沿用其他企業的焊接工藝規程(焊接作業指導書),也不得委託其他單位編制用以指導本單位焊接施工的焊接工藝規程(焊接作業指導書)。
2.依據:編制焊接工藝規程(焊接作業指導書)應以焊接工藝評定報告(PQR)為依據,還要綜合考慮設計文件和相關標準要求、產品使用和施工條件等情況。
3.當某個焊接工藝評定因素的變化超出標準規定的評定範圍時,均需要重新獲得相匹配的焊接工藝評定報告(PQR),重新編制焊接工藝規程(焊接作業指導書)。
4.焊接工藝規程(焊接作業指導書)的編制人,均應具有一定焊接專業知識和相當豐富的實踐經驗。
(二)審核
應由本單位焊接技術負責人批准焊接工藝規程(焊接作業指導書)。焊接工藝規程(焊接作業指導書)經過審批後方可用於指導焊接作業和焊後熱處理工藝文件編制。
(三)焊前技術交底
焊接作業前,應由焊接技術人員向焊工發放相應的焊接工藝規程(焊接作業指導書),進行技術交底,並做好記錄。
四、焊接工藝技術
[編輯](一)焊接作業人員要求
1.焊接責任人員
(1)項目部焊接責任工程師負責組織建立本項目焊接質量控制系統,配備從事焊接管理、焊接技術、焊接檢查、焊接材料管理、焊接設備管理、無損檢測、焊接熱處理等崗位的員工,明確崗位職責,對焊接活動實施進行有效控制。
(2)鋼結構工程焊接難度分為A(易)、B(一般)、C(較難)、D(難)四個等級,承擔焊接難度C級和D級焊接工程的施工單位,施工單位焊接技術負責人應具有高級技術職稱。
2.焊工
焊工應在焊工資質合格證有效期內從事合格項目所覆蓋範圍內的焊接作業。
(1)基本要求
1)就業前,應接受職業技能鑑定機構培訓考評合格,取得《職業技能鑑定資格證書》。
2)已與用人單位簽訂勞動合同。
3)焊接或者熱切割方法對材料進行加工的作業(不含《特種設備安全監察條例》規定的有關作業)的焊工,必須經各地培訓中心考核合格,按應急管理部統一配發的二維碼編輯系統印製實體證書《特種作業操作證》。
(2)技能要求
1)從事鋼結構焊接的焊工,應按所從事鋼結構的鋼材種類、焊接節點形式、焊接方法、焊接位置等要求進行技術資格考試。焊工考試應符合《鋼結構焊接從業人員資格認證標準》CECS 331—2013中的規定,取得鋼結構焊接合格證。
2)從事特種設備製造、安裝、改造、維修的焊工,應按《特種設備焊接操作人員考 核細則》TSG Z6002—2010和《特種設備作業人員考核規則》TSG Z6001—2019取得國家市場監管總局統一印製的《特種設備安全管理和作業人員證》(承壓焊或結構焊)。
(二)焊接技術管理要求
1.技術交底
技術交底應包括:焊接工程特點、焊接工藝規程(焊接作業指導書)內容、焊接質量檢驗計劃、進度要求等。
2.超次返修
焊縫同一部位的返修次數不宜超過2次。如超過2次,返修前應編制超次返修技術方案,並經施工單位技術負責人批准後,方可實施。
3.焊接場所
(1)自然環境
焊接場所的風速;焊接電弧1m範圍的相對濕度;雨、雪天氣不符合現行國家有關標準且無有效安全可靠的防護措施時,禁止焊接。
(2)作業場地
不鏽鋼、有色金屬焊接應設置專用場地,並保持清潔、乾燥、無污染,不得與黑色金屬等其他產品混雜;配置專用組焊工裝。
(三)特殊材料焊接工藝措施
1.有延遲裂紋傾向的材料
(1)產生延遲裂紋的原因
產生延遲裂紋與焊縫含擴散氫、接頭所承受的拉應力以及由材料淬硬傾向決定的金屬塑性儲備有關,是三個因素中的某一因素與其相互作用的結果。主要發生在低合金高強鋼中,包括:Q345R(普通低合金鋼,是鍋爐壓力容器常用鋼材)、18MnMoNbR(製造壓力容器的一種專用鋼板)、13MnMoNbR和日本的CF-62系列鋼等。
(2)防止產生延遲裂紋的措施
1)應採取焊條烘乾、減少應力、焊前預熱、焊後熱處理措施外,儘量嚴格執行焊後熱消氫處理的工藝,必要時打磨焊縫余高。
2)對容易產生焊接延遲裂紋的鋼材,焊後應及時進行熱處理。當不能及時進行熱處理時,應在焊後立即均勻加熱至200〜350℃ ,並保溫緩冷。
2.有再熱裂紋傾向的材料
(1)產生再熱裂紋與鋼中所含碳化物形成元素(鉻Cr、鉬Mo、 鈦Ti、硼B等)有關,主要包括:Mn-Mo-Nb、Mn-Mo、Mn-Mo-Nb-B、Mn-Mo-Nb-Ni、Cr-Mo、Cr-Mo-V系列合金鋼。
(2)防止產生再熱裂紋的方法:
1)預熱:預熱溫度為200~450℃。若焊後能及時後熱,可適當降低預熱溫度。例如,18MnMoNb鋼焊後,立即進行180℃熱處理2h,預熱溫度可降低至180℃。
2)應用低強度焊縫,使焊縫強度低於母材以增高其塑性變形能力。
3)減少焊接應力,合理地安排焊接順序、減少余高、避免咬邊及根部未焊透等缺陷以減少焊接應力。
3.抗硫化氫腐蝕鋼
20HIC材質焊接工藝評定時,母材和焊接材料化學成分、焊接接頭力學性能和表面質量除應符合《石油裂化用無縫鋼管》GB 9948-2013表6中20號鋼的規定及其附錄B的下列要求:
(1)焊接接頭布氏硬度不大於190HBW。
(2)焊縫咬邊深度不得大於0.4mm。
1H412033 焊接應力與焊接變形
[編輯]一、降低焊接應力的措施
[編輯](一)設計措施
1.減少焊接量:減少焊縫的數量和尺寸,可減小變形量,同時降低焊接應力。
2.改變焊縫分布:避免焊縫過於集中,從而避免焊接應力峰值疊加。
3.優化接頭形式:優化設計結構,如將容器的接管口設計成翻邊式,少用承插式。
(二)工藝措施
1.採用較小的焊接線能量:較小的焊接線能量的輸入能有效地減小焊縫熱塑變的範圍和溫度梯度的幅度,從而降低焊接應力。
2.合理安排裝配焊接順序:合理的焊接順序,使焊縫有自由收縮的餘地,降低焊接中的殘餘應力。例如,在大型儲罐底板的焊接中,先進行短焊縫的焊接,所有短焊縫焊接完後再焊接長焊縫。焊接過程中不要加外力約束,使其能夠自由收縮,可以有效地降低短焊縫中的殘餘應力。
3.層間進行錘擊:焊後(注意不是焊接過程中)用小錘輕敲焊縫及其鄰近區域,使金屬晶粒間的應力得以釋放,能有效地減少焊接殘餘應力從而降低焊接應力。例如,在進行鑄鐵部件的焊接時,不及時進行敲擊以釋放應力,焊縫周邊的母材會出現明顯的裂紋。
4.預熱拉伸補償焊縫收縮(機械拉伸或加熱拉伸):對於那些阻礙焊接區自由伸縮的部位,採用預熱或機械方式,使之與焊接區同時拉伸(膨脹)和同時壓縮(收縮),就能減小焊接應力,這種方法稱為預熱拉伸補償法。
5.焊接高強鋼時,選用塑性較好的焊條:選用塑性較好的焊條施焊,由於焊縫的金屬填充物具有良好的塑性,通過塑性變形,可有效地減小內應力。
6.預熱:構件本體上溫差越大,焊接殘餘應力也越大。焊前對構件進行預熱,能減小溫差和減慢冷卻速度,兩者均能減小焊接殘餘應力。
7.消氫處理:採用低氫焊條以降低焊縫中的含氫量,焊後及時進行消氫處理,都能有效降低焊縫中的氫含量,預防氫致集中應力。消氫處理的溫度一般為300~350℃,保溫2〜6h後冷卻。消氫處理的主要目的是使焊縫金屬中的擴散氫逸出,降低焊縫及熱影響區的含氫量,防止氫致冷裂紋的產生。
8.焊後熱處理
(1)消除殘餘應力的最通用的方法是高溫回火,即將焊件放在熱處理爐內加熱到一定溫度(Ac1以下)和保溫一定時間,利用材料在高溫下屈服極限的降低,使內應力高的地方產生塑性流動,彈性變形逐漸減少,塑性變形逐漸增加而使應力降低。
(2)焊後熱處理對金屬抗拉強度、蠕變極限的影響與熱處理的溫度和保溫時間有關。
(3)焊後熱處理對焊縫金屬衝擊韌性的影響隨鋼種不同而不同。

9.利用振動法來消除焊接殘餘應力:構件承受變載荷應力達到一定數值,經過多次振動後,結構中的殘餘應力逐漸降低,即利用振動的方法可以消除部分焊接殘餘應力。一般大型焊件使用振動器消除應力。振動法的優點是綠色環保、設備簡單、成本低、時間比較短,已在機械製造行業得到廣泛應用,工程建設項目上應用還處於推廣階段。
二、焊接變形的危害及預防焊接變形的措施
[編輯](一)焊接變形的分類
焊接變形可分為在焊接熱過程中發生的瞬態熱變形和室溫條件下的殘餘變形。殘餘變形可分為焊件的面內變形和面外變形。
1.面內變形:可分為焊縫縱向收縮變形、橫向收縮變形和焊縫迴轉變形。
-
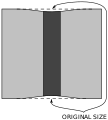 焊縫縱向收縮變形
焊縫縱向收縮變形 -
 橫向收縮變形
橫向收縮變形


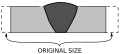
2.面外變形:可分為角變形、彎曲變形、扭曲變形、失穩波浪變形。
-
 角變形
角變形 -
 彎曲變形
彎曲變形


(二)焊接變形的危害
焊接變形的危害主要表現在:降低裝配質量、影響外觀質量、降低承載力、增加矯正工序、提高製造成本等五個方面。
(三)預防焊接變形的措施
1.進行合理的焊接結構設計
(1)合理安排焊縫位置:焊縫儘量與構件截面的中性軸對稱;焊縫不宜過於集中。
(2)合理選擇焊縫數量和長度:在保證結構有足夠承載力的前提下,應儘量選擇較小的焊縫數量、長度和截面尺寸。
(3)合理選擇坡口形式:儘可能減少焊縫截面尺寸,例如,選用對稱的坡口、U形坡口等。
2.釆取合理的裝配工藝措施
(1)預留收縮餘量法:為了防止構件焊接以後發生尺寸縮短,可將預計發生縮短的尺寸在焊前預留出來。例如,儲罐底板排版直徑,宜按設計直徑放大0.1%〜0.15%。
(2)反變形法:為了抵消焊接變形,在焊前裝配時,先將構件向焊接加熱產生變形的相反方向,進行人為的預設變形,這種方法稱為反變形法。
(3)剛性固定法:剛性固定法廣泛用於工程焊接較小的構件,對防止角變形和波浪變形有顯著的效果。為了防止薄板焊接時的變形,常在焊縫兩側採用型鋼、壓鐵或楔子壓緊固定。例如,在大型儲罐底板焊接時採用較多;現場組焊塔器、球罐時,往往採用弧形加強板、日字形夾具進行剛性固定。
(4)合理選擇裝配程序:對於大型焊接結構,適當地分成幾個部件進行裝配焊接,然後再組焊成整體。這樣,小部件可以自由地收縮,而不至於引起整體結構的變形。例如,壓力容器分節製造等。
3.採取合理的焊接工藝措施
(1)合理的焊接方法:儘量用氣體保護焊等熱源集中的焊接方法。不宜用焊條電弧焊,特別不宜選用氣焊。
(2)合理的焊接線能量:儘量減小焊接線能量的輸入能有效地減小變形。
(3)合理的焊接順序和方向:例如,儲罐底板焊接順序採用先焊中幅板、邊緣板對接焊縫外300mm長;待焊接完壁板和邊緣板角焊縫後,再焊接邊緣板剩餘對接焊縫;最後焊接中幅板和邊緣板的環焊縫。
1H412034 焊接質量檢驗方法
[編輯]一、焊接檢驗方法分類
[編輯](一)破壞性檢驗
常用的破壞性檢驗包括:力學性能試驗(拉伸試驗、衝擊試驗、硬度試驗、斷裂性試驗、疲勞試驗)、彎曲試驗、化學分析試驗(化學成分分析、不鏽鋼晶間腐蝕試驗、焊條擴散氫含量測試)、金相試驗(宏觀組織、微觀組織)、焊接性試驗、焊縫電鏡。
(二)非破壞性檢驗
常用的非破壞性檢驗包括:外觀檢驗、無損檢測(滲透檢測、磁粉檢測、超聲檢測、射線檢測)、耐壓試驗和洩漏試驗。
二、焊接過程質量檢驗
[編輯](一)焊接前檢驗
1.母材和焊材:對所有工程使用的母材和焊接材料在使用前都應進行檢查驗收,主要是防止不合格產品用到工程上影響施工質量。
2.零部件主要結構尺寸:焊件組對前應檢查各零部件的主要結構尺寸,包括主要結構尺寸的校核性檢查,以保證零部件組焊成構件的幾何尺寸。
3.組對質量:組對後應檢查組對構件焊縫的形狀及位置、對接接頭錯邊量、角變形、組對間隙、搭接接頭的搭接量及貼合質量、帶墊板對接接頭的貼合質量。
4.坡口清理檢查:由於組裝過程或組裝、清理後待焊過程,破口表面仍可能氧化和被污染,所以在施焊開始前應對坡口及坡口兩側再次進行清理檢查。
5.焊接前的確認:通常把「組對後、焊接前檢查「確定為質量控制點。在全部焊前準備工作經檢查符合規定要求時方可開始焊接工作;由焊工和焊接檢查人員確認焊接準備工作的質量,對於不符合規定的接頭有權拒絕施焊。
(二)施焊過程檢驗
1.定位焊縫:定位焊縫存在缺陷可能性較大,常常不能全部熔化而滯留在新的焊道中形成根部缺陷。因此,應清除定位焊縫渣皮後進行檢查。
2.焊接線能量:對有衝擊力韌性要求的焊縫,施焊時應測量焊接線能量並記錄。與焊接線能量有直接 關係的因素包括:焊接電流、電弧電壓和焊接速度。線能量的大小與焊接電流、電壓成正比,與焊接速度成反比。線能量的計算公式為:
q = IU / v
式中I — 焊接電流(A):
U — 電弧電壓(V);
v — 焊接速度(cm/s);
q — 線能量(J/cm )。
3.多層(道)焊:每層(道)焊完後,應立即對層(道)間進行清理,並進行外觀檢查,檢查合格後方可進行下一層(道)的焊接。對多層(道)間溫度有要求時,應測量多層(道)間的焊前溫度,並形成記錄。
4.後熱:對規定進行後熱的焊縫,應檢查加熱範圍、後熱溫度和後熱時間,並形成記錄。
(三)焊縫檢驗
1.外觀檢驗
(1)焊縫表面
1)焊縫表面的形狀尺寸及外觀質量應符合設計要求,設計無要求時應符合現行國家有關標準。
2)焊縫表面不允許存在的缺陷包括:裂紋、未焊透、未熔合、表面氣孔、外露夾渣、未焊滿。允許存在的其他缺陷情況應符合現行國家相關標準,例如,咬邊、角焊縫厚度不足、角焊縫焊腳不對稱等。
(2)幾何尺寸
容器焊接後應檢查幾何尺寸,包括:同一端面最大內直徑與最小內直徑之差、橢圓度、矩形容器截面上最大邊長與最小邊長之差、焊接接頭稜角度(環向和軸向)等。
2.無損檢測
(1)焊接工程常用無損檢測方法及代號
射線檢測(radiography testing,RT),常用檢測設備和器材:可以使用兩種射線源,為X射線和y射線。
超聲檢測(ultrasonic testing,UT),常用A型脈衝反射式超聲波檢測儀和繞射時差法超聲波檢測儀(Time of Flight Diffraction,TOFD)。
磁粉檢測(magnetic particle testing,MT),常用檢測設備和器材:磁粉探傷機。
滲透檢測(penetrant testing,PT),滲透檢測劑。
目視檢測(visual testing),常用照明光源、反光鏡和低倍放大鏡等。
(2)按照《承壓設備無損檢測》NB/T 47013-2015 中規定,常用無損檢測方法及適用範圍如下表:
| 序號 | 檢測方法 | 適用範圍 | ||
| 材料 | 焊接接頭形式 | 透照厚度(mm) | ||
| 1 | 射線檢測(RT) | 金屬材料 | 對接接頭、角接接頭、管板角焊縫等 | 鋼:<38 |
| 2 | 超聲檢測(UT) | 金屬材料 | 對接接頭、T形焊接接頭、角接接頭和堆焊層等 | 容器:6~500;管道6~150 |
| 3 | 磁粉檢測(MT) | 鐵磁性材料 | 對接接頭、T形焊接接頭和角接接頭等 | —— |
| 4 | 滲透檢測(PT) | 非多孔性金屬材料 | 不限制 | —— |
(3)按照《承壓設備無損檢測》NB/T 47013—2015中規定,檢測技術等級和合格等級見下表
| 序號 | 檢測方法 | 檢測技術等級 | 焊接接頭合格等級 |
| 1 | 射線檢測(RT) | 分為A、AB、C級 | 分為Ⅰ、Ⅱ、Ⅲ、Ⅳ級 |
| 2 | 超聲檢測(UT) | 分為A、B、C級(TOFD不分級) | 分為Ⅰ、Ⅱ、Ⅲ級 |
| 3 | 磁粉檢測(MT) | 無 | 分為Ⅰ、Ⅱ級 |
| 4 | 滲透檢測(PT) | 分為A、B、C級靈敏度 | 分為Ⅰ、Ⅱ級 |
(4)無損檢測新技術應用
1)X射線數字成像檢測:近年來隨著計算機數字圖像處理技術及數字平板射線探測技術的發展,X射線數字成像檢測正逐漸運用於容器製造和管道建設工程中。數字圖像便於儲存,檢索、統計快速方便,易於實現遠程圖像傳輸、專家評審,結合GPS系統可對每道焊口進行精確定位,便於工程質量監督。同時,由於沒有了底片暗室處理環節,消除了化學藥劑對環境以及人員健康的影響,已有現行技術標準。

2)TOFD:壓力容器的對接接頭應當採用射線檢測或者超聲波檢測,超聲波檢測包括繞射時差法超聲波檢測(TOFD)、可記錄的脈衝反射超聲波檢測和不可記錄的脈衝反射法超聲波檢測;當釆用不可記錄的脈衝反射法超聲波檢測時,應當採用射線或者TOFD作為附加局部檢測。目前,國內TOFD應用較為成熟,可記錄的脈衝反射超聲波檢測技術已推廣應用。
(5)無損檢測技術要點
1)立式圓筒形鋼製焊接儲罐壁鋼板最低標準屈服強度大於390MPa時,焊接完畢後至少經過24h後再進行無損檢測。
2)對有延遲裂紋傾向的材料,應當至少在焊接完成24h後進行無損檢測,但是,該材料製造的球罐,應當在焊接結束至少36h後進行無損檢測。
3)對有再熱裂紋傾向的材料,應在熱處理後增加一次無損檢測。
(6)焊縫表面無損檢測
1)設計文件無規定時,焊縫表面無損檢測可選用磁粉檢測(MT)或滲透檢測(PT)方法。
2)除設計文件另有規定外,現場焊接的管道和管道組成件的承插焊焊縫、支管連接焊縫(對接式支管連接焊縫除外)和補強圈焊縫、密封焊縫、支吊架與管道直接焊接的焊縫,以及管道上的其他角焊縫,其表面應進行磁粉檢測(MT)或滲透檢測(PT)。
3)滲透檢測(PT)前,焊縫表面不得有鐵鏽、焊渣、焊接飛濺及各種防護層等。
4)磁粉檢測(MT)前,焊縫表面及其兩側25mm範圍內,不得有油脂、污垢、焊渣、焊接飛濺或其他粘附磁粉的物質等。
(7)焊縫內部無損檢測
1)立式圓筒形鋼製焊接儲罐壁鋼板最低標準屈服強度大於390MPa時,焊接完畢後至少經過24h後再進行無損檢測。
2)對有延遲裂紋傾向的材料,應當至少在焊接完成24h後進行無損檢測,但是,該材料製造的球罐,應當在焊接結束至少36h後進行無損檢測。
3)對有再熱裂紋傾向的材料,應在熱處理後增加一次無損檢測。
4)RT和UT的優缺點
射線檢測(RT)的優點是:檢測結果有直接記錄(底片),可以獲得缺陷的投影圖像,缺陷定性,長度測量比較準確,對體積型缺陷和薄壁工件中的缺陷,檢測率較高;其缺點是:厚壁工件的缺陷檢出率偏低,缺陷在工件厚度方向的位置難以確定,自身高度難以測量,對面積型缺陷的檢出受到多種因素的影響,有時會漏檢,射線對人體和環境有危害,防護成本、檢測成本較高,而且射線檢測速度較慢等。
超聲檢測(UT)的優點是:面積型缺陷的檢出率較高,穿透能力強,適合於厚壁工件,定位準確,可以測量缺陷自身高度,對人體和環境無害,檢測成本較低,檢測速度快等;其缺點是:缺陷定性困難,定量精度不高,常用的(不可記錄)脈衝反射法超聲波檢測結果無直接見證記錄,無缺陷直觀圖像,薄壁工件檢測困難,一般需要對探頭掃查面進行打磨處 ,增加了工作量。
3.其他檢驗
(1)硬度檢驗:工業管道的焊接接頭,熱處理後應測量硬度值,焊接接頭硬度測量區域應包括焊縫和熱影響區。
(2)腐蝕試驗:要求做耐腐蝕性能檢驗的容器或者受壓元件,應按設計文件製備耐腐蝕試驗試件並進行檢驗與評定。
(3)金相試驗:奧氏體-鐵素體型雙相不鏽鋼焊縫鐵素體含量應與母材一致,母材奧氏體含量均為40%〜60%。